
Как работает лазерная резка
 Меня зовут Сергей Бабкин, я сварщик с тридцатилетним опытом, и за это время мне довелось видеть, как технологии металлообработки развивались буквально на глазах. Лазерная резка — одна из тех технологий, которая по-настоящему изменила производство. Так как же она работает?
Меня зовут Сергей Бабкин, я сварщик с тридцатилетним опытом, и за это время мне довелось видеть, как технологии металлообработки развивались буквально на глазах. Лазерная резка — одна из тех технологий, которая по-настоящему изменила производство. Так как же она работает?
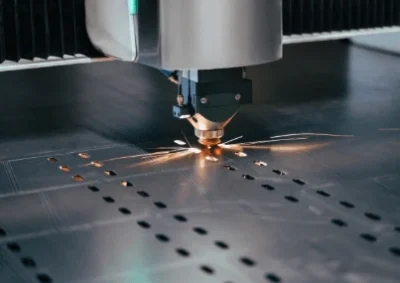
Лазерная резка основана на воздействии сфокусированного луча света высокой мощности на металл или другой материал. Этот луч формируется в специальном станке при помощи оптических систем, линз и зеркал. Когда энергия лазера концентрируется на определённой точке поверхности, температура в ней достигает тысячи градусов, что позволяет расплавить, испарить или прожечь материал. Далее включается поток газа — именно какие газы используются, зависит от задачи.
Для стали применяют кислород, для нержавейки — азот, а для алюминия и меди — аргон. Газ нужен не только для охлаждения, но и для выдува расплавленного металла из зоны реза.
Многие спрашивают: «А что нужно, чтобы начать резать лазером?». Всё просто — качественный файл в нужном формате, правильно настроенный станок и оператор, который знает, как регулировать мощность луча и скорость подачи. Форматы файлов обычно — DXF, DWG или SVG. Именно из них программа станка считывает координаты и траектории реза.
Для примера, когда я впервые запускал лазерный станок, была важна точность не только самой программы, но и чистота линз, настройка фокуса и калибровка сопла. Один небольшой перекос — и вместо тонкого, аккуратного реза получается перегретая кромка.
Компания Закладные Детали предлагает услуги лазерной резки металлических изделий в Алматы по вашему техническому заданию. Мы используем современные станки и программное обеспечение, что позволяет добиться высокой точности и чистоты среза даже на сложных деталях.
Как происходит лазерная резка
Теперь разберёмся, как именно проходит процесс лазерной резки — шаг за шагом.
| Этап | Описание процесса | Что нужно |
|---|---|---|
| 1. Подготовка файла | Создаётся чертёж в нужном формате (DXF, DWG) | Файл, формат |
| 2. Настройка станка | Определяются мощность, скорость, тип металла | Станок, металл |
| 3. Выбор газа | Подбираются какие газы использовать (кислород, азот и др.) | Газ |
| 4. Резка | Лазер воздействует на материал по траектории файла | Металл |
| 5. Проверка и чистка кромки | Удаляются заусенцы, проверяется точность | Инструменты |
Главное преимущество лазерной технологии в том, что она не требует контакта с металлом — поэтому износ оборудования минимален, а точность достигает десятых долей миллиметра.
Некоторые клиенты интересуются: можно ли лазерной резкой сделать отверстия сложной формы или фигурные детали из нержавейки? Конечно. Всё зависит только от того, какой файл и в каком формате вы предоставите, и насколько точно задано ТЗ.
Чем отличается плазменная резка от лазерной
Этот вопрос я слышал, пожалуй, чаще всего. И правда — внешне обе технологии похожи: и там, и там режут металл, и тоже используется высокая температура. Но различий больше, чем кажется.
Плазменная резка основана на использовании электрической дуги, которая создаёт поток плазмы с температурой до 25 000 °C. Она режет быстро, особенно толстый металл, но уступает лазеру по точности и качеству кромки.
| Параметр | Лазерная резка | Плазменная резка |
|---|---|---|
| Принцип | Световой луч высокой мощности | Поток плазмы (электрическая дуга) |
| Точность | До 0,1 мм | До 1 мм |
| Кромка | Гладкая, чистая | Шероховатая, возможен шлак |
| Толщина металла | До 25 мм | До 50 мм |
| Стоимость оборудования | Выше | Ниже |
| Формат файлов | DXF, DWG, SVG | G-коды, DXF |
Отвечая на частый вопрос: что выбрать — плазму или лазер? Если вам важна точность, аккуратность и возможность резать сложные контуры, выбирайте лазер. Если же требуется грубая, но быстрая резка толстых листов — подойдёт плазма.
И снова напомню — Закладные Детали выполняют лазерную резку металла в Алматы по вашему проекту. Мы подберём оптимальные параметры и подскажем, какие газы использовать для конкретного металла.
Что можно сделать лазерной резкой
 Многие думают, что лазер — это только промышленный инструмент. На деле же возможности куда шире.
Многие думают, что лазер — это только промышленный инструмент. На деле же возможности куда шире.
Вот лишь часть того, что можно сделать лазерной резкой:
- декоративные решётки и панели;
- вентиляционные накладки и перфорации;
- вывески, логотипы, таблички;
- элементы мебели и фасадов;
- закладные детали для строительства.
Некоторые спрашивают: а можно ли лазером обработать цветной металл или сделать гравировку? Да, конечно. Современный станок способен резать алюминий, латунь, медь, а также выполнять прецизионную маркировку без деформации поверхности.
Главное — понимать, что нужно от детали: точность, скорость или минимальная термическая нагрузка. От этого и зависит, какие газы выбрать и как настроить оборудование.
Интересные советы от эксперта
- Проверяйте формат файла перед отправкой — большинство ошибок при запуске резки возникают из-за несоответствия формата.
- Следите за чистотой линз и сопел станка — это напрямую влияет на качество реза.
- Не экономьте на газе — от правильного выбора зависит не только кромка, но и срок службы оборудования.
- Делайте пробный рез перед серийной партией — мелкие настройки могут сильно повлиять на результат.
- Храните металл в сухом месте — ржавчина ухудшает качество резки и может испортить деталь.
FAQ
1. Что нужно для лазерной резки?
Точный чертёж в электронном формате, металл нужной толщины и корректно настроенный станок.
2. Какие газы применяются при резке?
Кислород, азот, аргон — в зависимости от типа металла.
3. Можно ли резать толстый металл?
Да, до 25 мм для углеродистой стали и до 15 мм для нержавейки.
4. Что делать, если нет файла в нужном формате?
Мы можем помочь с подготовкой и конвертацией чертежей.
5. Чем отличается лазерная резка от плазменной?
Лазер даёт более точную и чистую кромку, плазма — быстрее режет толстые листы.
6. Можно ли заказать резку по индивидуальному ТЗ?
Да, компания Закладные Детали принимает заказы на лазерную резку металлических изделий в Алматы по вашим чертежам и требованиям.
Автор: Сергей Бабкин, сварщик и блогер с более чем 30-летним опытом работы с металлом.
Источник: Лазерная сварка сталей больших толщин с применением мощных оптоволоконных и СО2-лазеров